


Deep Hole Honing Cutting Tool
this honing head is suitable for cylinder deep hole fine machining, after machining roughness Ra 0.4-0.2um.
Feature :
This honing head is suitable for cylinder deep hole fine machining,
After machining roughness Ra 0.4-0.2um.
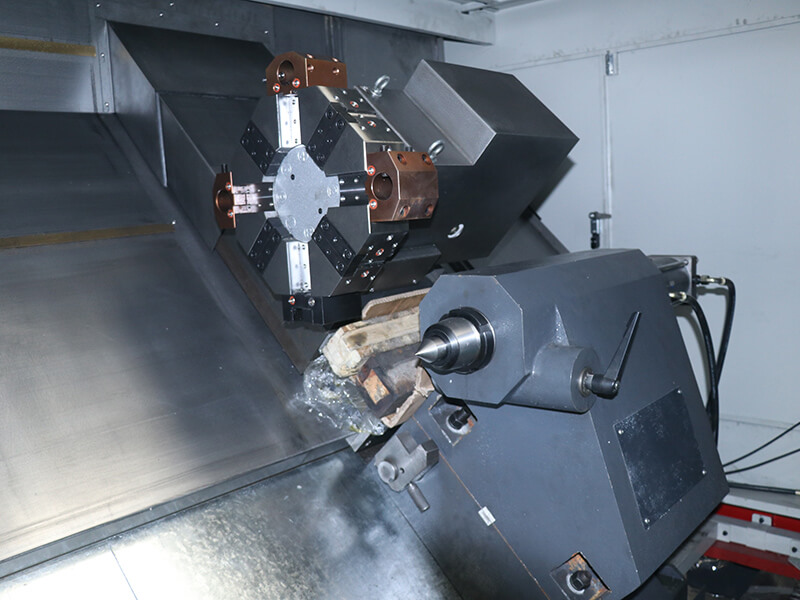
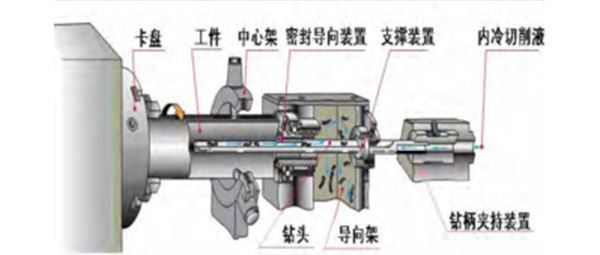
This is deep hole honing head. It has a taper core rod in the grinding head body. There are two ejector rods on the left and right sides of the taper core rod. The right end of the taper core rod has a connecting flange, and the connecting flange has a linear bearing. There is an end cap connected by a screw at the left end. On the outer circle of the grinding head, there are 6 whetstone seats with honing stones and 6 protection strips evenly spaced on the outer circle of the grinding head. Tension springs are hung on the left and right sides of the whetstone seat. Head, use multiple honing strips, increase the positive pressure of the sand strips on the hole wall of the workpiece, and other measures to speed up the removal of machining allowances, quickly meet the size requirements of the aperture, and realize the characteristics of high efficiency and speed.
Honing head size | Honing bar size |
≥40-50 | 35 |
≥50-80 | 45 |
≥80-120 | 70 |
≥120-200 | 85 |
≥200-500 | 100 |


Hot Tags: deep hole honing cutting tool, China, suppliers, manufacturers, price, for sale, Deep Hole Gun Drilling Machine, 2M2125A 2M2135A Deep Hole Honing Machine, 2M2125A Deep Hole Honing Machine, Single Column Vertical Lathe, Deep Hole Boring Cutting Tool, CNC Deep Hole Honing Machine
Related Products






Welcome to send your message to us